The BFPA / BFPDA community is a rich source of technical expertise born of consolidated industry experience running into hundreds of years. The following suite of articles is a small selection of the views and knowledge articulated by BFPA’s technical experts and consultants.
Should you feel that you have a potentially valuable contribution to make to this portfolio please contact Nicky Quinn on 01608 647900.
Dr Barry Verdegan, Ph.D. looks at the revised standard ISO 11171 Hydraulic fluid power – Calibration of automatic particle counters for liquids
Contamination control is essential for the reliable operation of equipment in hydraulic, diesel, aerospace and similar applications. Particle counting measures contaminant concentration as a function of particle size and is used to evaluate the effectiveness of contamination control programmes and the filters used to remove contaminants from fluids.
Meaningful comparisons of fluid cleanliness levels and filter performance data are only possible if particle counters are calibrated to the same standard. ISO 11171, developed by ISO/TC 131/SC 6, is the internationally accepted standard for the calibration of liquid automatic particle counters used for hydraulic fluids, aviation and diesel fuel, engine oil and other petroleum-based fluids.
Primary calibration suspensions
To maintain traceability to the internationally accepted definition of a metre, ISO 11171 relies upon primary calibration suspensions, Standard Reference Material SRM 2806, certified by the US National Institute of Standards and Technology (NIST). The year 2016 was pivotal for contamination control. A new batch of SRM 2806, SRM 2806b, was released to the market that yielded particle sizes about 10% larger than previous batches of the material. Due to pent up demand, supplies of SRM 2806b were rapidly being depleted and certification of a new batch of SRM 2806, SRM 2806d, was initiated.
A new revision of ISO 11171, ISO 11171:2016, allowed particle size to be reported in units of either µm(b) or µm(c), where µm(b) refers to the actual SRM 2806b certified particle size, while µm(c) sizes remained unchanged but were obtained by mathematical conversion of µm(b) sizes. There was considerable interest in determining the concentrations of particles smaller than 4 µm(c) for applications such as high-pressure diesel fuel systems.
As a result, the use of light scattering particle sensors increased, while light extinction particle counters continued as the mainstay for industry. For particles larger than 30 µm(c), the uncertainty in results was undesirably high, even though data for these sizes is critical for some applications. Collectively, these factors resulted in immediate and significant impacts on industry. While the uncertainty for SRM 2806b was within stated limits, certain otherwise acceptable fluids and filters were failing to meet fluid cleanliness level and filter performance specifications, even though nothing had changed.
Measurement uncertainty
Reported particle concentrations were observed to be 2 to 8 times greater with SRM 2806b calibrations compared to SRM 2806a. The introduction of alternative particle sizes reporting conventions resulted in confusion, as some laboratories reported in µm(c) to be consistent with existing specifications, while others chose to report in µm(b) sizes obtained directly from SRM 2806b. Further, it was apparent that, unless something changed, a size shift could result each time a new batch of SRM 2806 was certified simply due to measurement uncertainty.
To address the challenges, ISO/TC 131/SC 6, in partnership with NIST, initiated an ambitious programme to revise ISO 11171 and the SRM 2806 certification protocol. As a result, ISO 11171:2020 establishes µm(c) as the sole particle size reporting convention and eliminates the µm(b) reporting option. SRM 2806 will continue to be used for primary calibration at particle sizes below 30 µm(c) while polystyrene latex will be used for primary calibration at larger sizes. FP022354:16 December 2020 The definition of µm(c) remains consistent with past versions of ISO 11171.
To avoid future shifts in particle sizes associated with new batches of SRM 2806, NIST has started certifying SRM 2806, beginning with SRM 2806d, as a consensus standard using round robin data provided by ISO/TC 131/SC 6. A normative dilution procedure for calibration samples has been added to ISO 11171:2020 to minimise coincidence error and enable calibration at smaller particle sizes. The constrained cubic spline method is now specified for use in generating particle counter calibration curves.
As a result of these improvements, an inter-laboratory study found that the uncertainty in particle concentration data using ISO 11171:2020 was approximately one third of that observed with the previous version. Further, there is no significant particle size shift nor shift in particle concentration data using ISO 11171:2020 with the newest batch of primary calibration suspensions, SRM 2806d. In the inter-laboratory study, some light scattering particle counters were calibrated to particle sizes as small as 1,5 µm(c).
No notable impacts
To facilitate implementation of ISO 11171:2020, ISO/TC 131/SC 6 has created ‘ISO/TR 4813 Hydraulic fluid power – Background, impact and use of ISO 11171:2020 on particle count and filter test data’, which discusses its background and implications. Significantly, there are no notable impacts upon those currently reporting and using the µm(c) particle size convention.
On the other hand, those using the µm(b) convention should take steps to convert to µm(c). In many cases, this may be as simple as returning to older (before 2012-2016) fluid cleanliness and filter performance specifications that used µm(c). In other cases, more recently developed µm(b) fluid cleanliness and filter performance specifications should be converted to µm(c). ISO/TR 4808 ‘Hydraulic fluid power – Interpolation method for particle count and filter test data’ provides a recommended procedure and guidance for converting µm(b) data and specifications to µm(c) and for the interpolation of data at intermediate particle sizes to ease the transition.
With the publication of ISO 11171:2020 and supporting Technical Reports, ISO/TC 131/SC 6 has returned the industry to a single particle size reporting convention, reduced uncertainty in the data, and expanded the range of particle sizes that can be counted while minimising any inconvenience associated with the transition. This enables industry to implement more robust contamination control programmes and improve the reliability of equipment in hydraulic, diesel, aerospace, and similar applications.
Why is water hydraulics not more widely used? There are some challenges, but also multiple opportunities. We speak with Mark Fairhurst a senior engineer at BHR Group and BFPA technical committee chair, to discuss these opportunities and the standardisation put in place to support them.
Technology, especially in terms of materials science, has evolved to such an extent that there is an argument that says we really need to take another hard look at water hydraulics as a fluid power source for emerging applications. Although the technology has never had a particularly successful life story, past failures and shortcomings have to be countered if we are to spot future opportunities.
Mark Fairhurst, senior engineer at BHR Group, explains: “The UK became seriously interested in water hydraulics in the 1980s, in line with the oil and gas boom in the North Sea. The Government even allocated some funding, specifically for tools for divers. Unfortunately, its time in the limelight was relatively short lived and, due to problems with the reliability of ceramic valves, people fell out of love with it. There are still suppliers in the UK and Denmark primarily addressing the food processing and water desalinisation markets, but I feel there is a lot more scope for expansion now the technology has evolved.
“In particular, modern engineering plastics offer the opportunity to significantly lower the entry costs,” Fairhurst elaborates, “especially as they can replace stainless steel components. Lower operating pressures will also reduce the cost, while still keeping the benefits of water hydraulic technology attractive; something we at BHR Group have demonstrated with brewery connectors and automotive brake lines. It has even showed its capabilities in more specialist applications, especially with miniature proportional control, where it is starting to hit servo territory.
“I got involved back in 2007,” he continues, “when water hydraulics was seen as a potential solution for the sanitary valve industry. In a nutshell, the food industry had a limited choice of process control equipment in a hygienic environment and water hydraulics offered a lot of potential. We got involved as the lead innovation partner in a research project, which bought together a variety of companies.
“There were some past successes,” Fairhurst adds. “A small company in Denmark that was supplying a large Danish brewer had an idea that water hydraulics could replace the more traditionally used pneumatic valves (which can require high energy consumption). So, they developed the simple concept and got a patent. However, to develop their idea they needed fluid hydraulic expertise and that is what drew them to us. We helped develop a completely novel valve for them to sell into the brewing industry. The idea was to reduce overall energy consumption and I am delighted to say that we did… by 65%.
“This work also resulted in BHR Group developing the simple valve idea into a truly innovative proportional control valve. At the time, water hydraulics in general lacked proper proportional control, but we were able to develop our own miniature control valves and put them in to the actuators. Lots of development and materials science went into this, and we had to collaborate with other knowledge centres to get it to work. However, we ended up with a very capable system that would also communicate over Profibus and wireless comms providing future proofing as industry moves forward with Industry 4.0.
“In one brewery we might be saving €56,000 per year in energy, small beer (excuse the pun) in a €11 bn industry.” Fairhurst elaborates. “In the grand scheme of things and compared to overall energy cost, this was not significant. Indeed, the seemly prohibitive cost is a constant thorn in the side of water hydraulics. But there are plenty of potential applications out there, including those where hygiene is a major defining factor. Due to water being a natural moderator, water hydraulics are also potentially very attractive to the nuclear industry, including fusion reactors where a hydraulic fluid leak would be far more detrimental than water.”
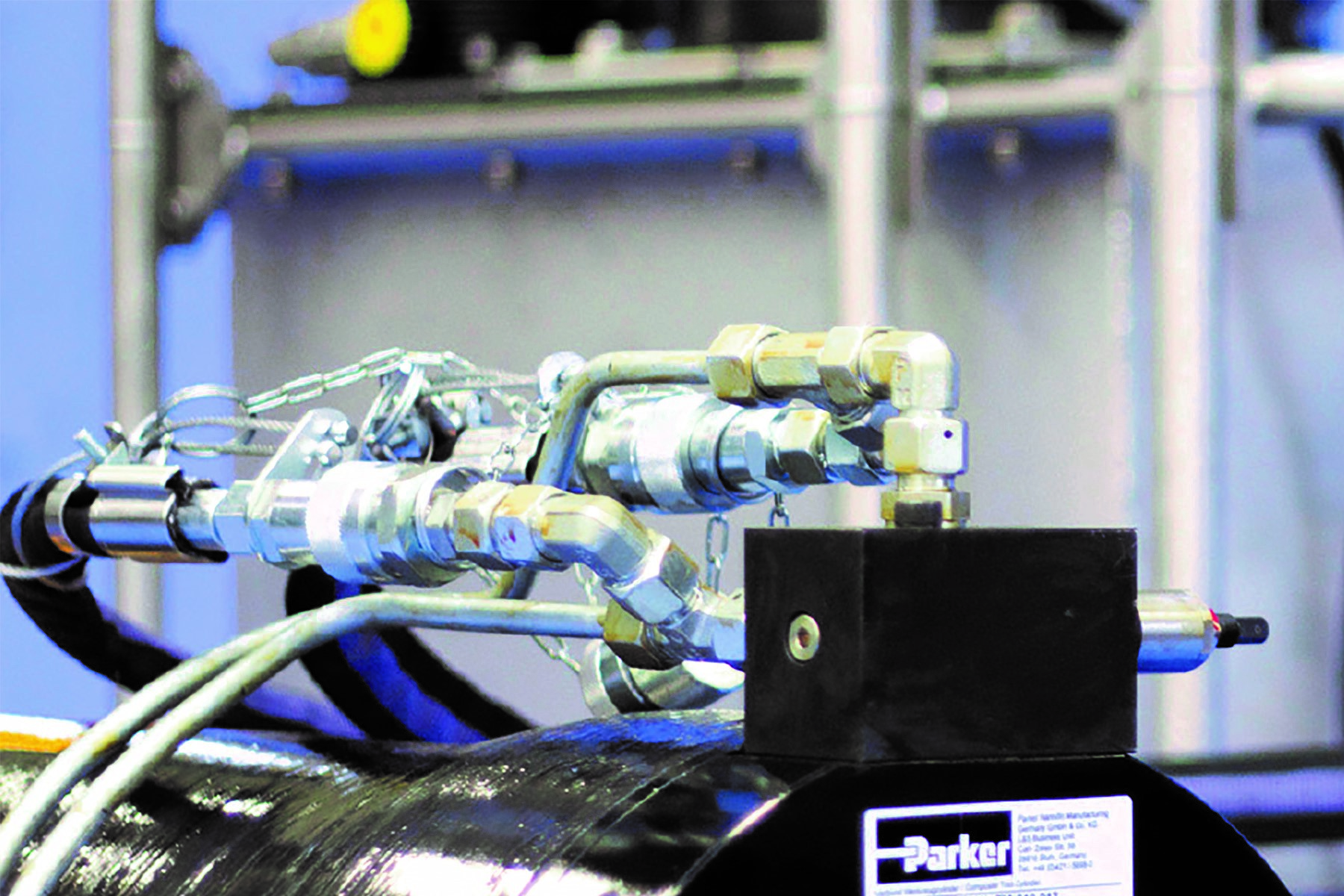
Another defining factor is material costs, with stainless steel being a pre-requisite for obvious reasons. “We were looking at alternative materials such as modern engineering plastics,” Fairhurst explains. “If you can get away from stainless steel and use plastics – combined with lower pressures – then there was a good chance that water hydraulics could be more attractive financially.
Photo: BHR Group FOAK valve actuator (on the RHS) and the test bench BHR built to demonstrate its performance
Standard evolution
“In terms of standards, water hydraulics did not really have a home initially,” Fairhurst explains. “Wearing my BFPA hat, I chair SC 8, which is the product-testing steering committee purely for fluid power. The initial deployment of water hydraulics into SC 8 was because we realised that we need good quality, reliable equipment to furnish the industry; and as pumps and motors are at the heart of any system, this was a sensible place to put it.
“As an extension to this SC 8 work,” he continues, “I am also involved in a new ISO working group that has been set up to develop a standard for the testing of water-hydraulic pumps (ISO/TC 131/SC 8/WG 14). This group has been writing ISO23840 ‘Water hydraulics. Water-hydraulic pumps. Methods of testing and representing basic steady-state performance’. There are four or five other new standards in the pipeline too, covering control valves, to make sure we are all singing from the same hymn sheet and working from high quality standards.
“The Japanese are leading the working group as there has been a significant increase in interest in ‘Aqua Drive Systems’, especially in food processing and electronic component manufacture within Japan,” Fairhurst explains, “but there is real potential for the UK to play a bigger role, too, especially with the knowhow that we possess and all the prior and current development work that we have under our belts.
“I will continue to fly the flag for water hydraulics,” Fairhurst concludes. “There are just so many potential applications out there in food, mining, nuclear, forestry and defence. The UK needs to be primed to drive the fluid power standards agenda in the sectors that are strategically important to us. That’s our challenge and our opportunity and one which we must embrace to gain and grow a competitive advantage.”
For more information on BFPA’s technical committees and the work they do, please contact BFPA’s Standards Project Manager Yvonne Pearman, on 01608 647900 or email yvonne@bfpa.co.uk
Richard Driver, Technical Manager, Valves section, in the SMC European Technical Centre based in the UK, is a technical expert on the BFPA’s MCE18/5 and MCE 18/8 technical committees and contributes to the resulting standards. SMC, as a leading pneumatic supplier in the UK and globally, recognises the importance of getting involved in BFPA’s important industry standards development work.
Standards play a critical role in the safety, efficiency, efficacy and now more than ever, sustainability, of just about every walk of life, including modern industrial, processing and manufacturing operations.
In the international arena ISO is a dominant force, with multiple countries deferring to and adopting its standards and guidelines. The UK’s role in ISO formulations and accreditations is represented by the British Standards Institution, or BSI.
BSI, for all of its history, experience and depth of capabilities cannot possibly manage all standards across all categories, and it is here that trade association and industry bodies step in to offer their expertise; one of which is the British Fluid Power Association.
The BFPA plays a critical role – within 10 different technical committees – in not only helping to define the standards, but also ensuring that British industry is represented during global decision making and debates. Other countries, with the same level of representation, do the same for their national bodies, the end result being the creation and agreement on standards that match the needs, expectations and capabilities of all stakeholders.
Richard Driver explains the BFPA’s role in both developing and modernising standards and how local technical committees can have an impact on something with an international reach.
“I am involved in two BFPA/BSI technical committees under my BFPA remit,” he explains. “The first, which I chair at BFPA, is MCE 18/5. This covers pneumatic and hydraulic control components. I am also a member of the MCE 18/8 committee, which covers product testing. As part of this role I represent the UK on behalf of the BSI on three ISO technical committees, one of which is pneumatic control products. During these discussions I meet people from all over the world, all of whom are representing their individual countries, with the common aim of developing standards that represent state of the art in that area.
“ISO has technical committees that cover everything you can think of,” he continues. “I take part in these discussions to ensure that the UK is represented and that standards are not skewed towards one country or one company.
“The BFPA acts as External Secretariat on behalf of the BSI, which then relies upon its member to debate and deliver the knowledge and foundations for realistic workable solutions which can be represented at the International meetings. The BFPA actually has a technical committee structure that closely mirrors the ISO structure, so when new standards are introduced, or older ones require revisions or amendments, a suitable skill set can be applied.
“Most of the standards we look at are at component level and a single technical committee can be charged with overseeing multiple documents,” Driver adds. “For example, there are more than 40 different standards covered by the BFPA’s MCE18/5 committee, all of which are very specific and go into an extraordinary amount of detail. This may sound a little daunting, but very few of them change regularly, as there is often little reason to change them, but they are reviewed regularly to ensure they are still in tune with current best-practice and technology.”
There are other committees within the BPFA that look at other facets of the fluid power industry, one of which is MCE 18/9, which handles energy efficiency. Two standards published under this committee are: ISO 22164 Fluid power – Application notes for the optimization of the energy efficiency of hydraulic systems and ISO 22165 PFP – Application notes for the improvement of the energy efficiency of pneumatic systems. It should be noted that Application notes along with technical reports (TR) are not standards per se but are in fact guidelines and suggested best practice.
The BFPA’s technical committees are made up of technical experts working for member companies who give up their time to contribute to industry standards development. Any UK company in the fluid power industry, both pneumatic and hydraulic, can become involved in this work by joining the BFPA and a committee of interest. There are 10 UK committees which the BFPA runs on behalf of the BSI. Each focuses on a different area of expertise (e.g. contamination control, seals, systems, etc.) and each is responsible for reviewing and updating the relevant technical standards in that field at UK, European (EN) and international (ISO) level.
Participating in a BSI committee has benefits. Members can: influence the content of standards that will support economic growth, innovation, consumer protection and safety, both nationally and internationally; they can network with peers in their industry and expanding their circle of contacts; and once a standard is published, it will be made available to committee members. For more information on BFPA’s work on Standards Development for the fluid power industry please contact Yvonne Pearman, BFPA’s Standards Project Manager yvonne@bfpa.co.uk
Selecting Motion Controllers for Metals Industry Applications By Tim Gessner, Delta Motion
The metals manufacturing industry is constantly evolving to improve machine productivity and produce smaller product batches. Machine designers and integrators have several concerns: decreasing the impact of machine changeover times, the variability of operator skills, and accuracy of the quality and throughput of manufacturing processes. How they address these concerns can have a major impact on decreasing lifecycle costs.
While hydraulics provide the power for even the heaviest-duty applications, traditional hydraulic control systems often lack the precision to produce highly accurate and repeatable motion. For new machines and upgrades of older machines, one way to meet cost and productivity goals is to use a modular system design that incorporates a digital motion controller.
Modular systems simplify design
Modular design of control systems is not a new concept, but constructing modular systems using components from different vendors has been difficult. In the past, control elements from one vendor didn’t communicate easily with elements from another vendor. Thus, machine designers needed to invest extra time and money to get different controllers to work together through specialized I/O. Designers often used single-vendor solutions, which were sometimes sub-optimal for the control task. The advent of standard industry buses has changed this. Designers can now use control-system elements from different vendors with standardized interfaces to a “fieldbus” that forms the backbone of the control system architecture (see Figure 1).
Ethernet is one of many fieldbuses designers can choose. Other buses, such as PROFIBUS, provide different features and advantages.
Figure 1. Modular control system based on Ethernet.
Key control-system components in a typical system include the programmable logic controller (PLC), which typically acts like a functional supervisor for the machine; it issues motion commands and communicates with the human-machine interface (HMI). The machine operator uses the HMI to set up the machine’s operation and view diagnostic messages.
Selecting a motion controller for metals applications
In a motion controller, high performance is often expressed in terms of support for high scan rates, as well as the rates at which the controller tests its inputs, makes decisions, and generates controlling outputs. An advanced motion controller can close the control loop one thousand times per second or more. This is up to eight times the rate of some control systems used in older machines. Faster scans and closed-loop motion control mean faster machine operation and higher productivity for the machine owner.
Motion control performance is also enhanced through the proper selection of the system’s transducers, the devices that directly measure the parameters being controlled (e.g., position and pressure). For applications requiring precision and robustness, the favored position transducers are magnetostrictive linear displacement transducers (MDTs). For optimal performance, designers should look for motion controllers that provide a direct interface to popular MDT devices as well as analog, Synchronous Serial Interface (SSI), and quadrature feedback devices.
Smooth motion improves quality, extends machine life
For machines used in metal fabrication, high-quality output stems from smoothly controlled operations. Control system designers need a motion controller that can transition from hydraulic control based on position inputs to hydraulic control based on pressure (or force), without stopping the motion. Smooth motion also requires smooth valve control, and the motion controller should provide control signals to drive a proportional valve, adding or subtracting hydraulic pressure in minute amounts. During a system’s smooth operation, hydraulic pressure transients and pressure overshoot are reduced, decreasing the potential for hydraulic leaks and extending the life of the machine. Some older-generation hydraulic control systems control via cylinder-position sensing only, and they use valving with only “open” and “closed” positions. This can result in imprecise controls and lower quality output, as well as increase the frequency of system maintenance.
Multi-axis and “hybrid” control capabilities
Some complex metal-forming applications involve multiple motion axes. For these systems, designers should look for motion controllers with multi-axis control capabilities. Beyond simply driving multiple actuators, good motion controllers should be able to “gear” one axis’s speed of motion with that of another so that the performance of the machine to be scaled can meet varying production demands and varying material types. This flexibility is very difficult (or impossible) to achieve with human or limit-switch-based controls.
Also, because many metal-forming machines are “hybrid” systems that have a mixture of hydraulic and electromechanical motion sources, designers should look for multi-axis controllers that can coordinate the use of both types of motion to gain the best benefits of both.
Advanced controllers reduce system hardware costs by controlling each hydraulic cylinder or motor with a single valve, even in position/pressure applications, as opposed to many older hydraulic motion-control systems that require two valves.
Tuning for optimal performance and throughput
Machine designers must be able to optimize motion controls. In typical machine operation, the controlling PLC programs the motion controller by writing sequences of motion commands called “steps” into the controller.
Designers should look for motion controllers that have supporting development tools to make the most of the controller/HMI connection. Designers can use these tools to monitor how closely the actual motion profile matches the target and make adjustments to control loop parameter values to reduce positioning errors.
A recent trend in the motion industry is the availability of automated tuning tools that simplify and shorten the design optimization process. For example, the Tuning Wizard (see Figure 2) builds a set of mathematical system models and determines which model best fits the real system. The Tuning Wizard next prompts the user to set the desired system response between “conservative and aggressive” using a computer mouse and slider bar; it then computes the optimum PID and feed-forward gains.
Large satellite antenna dishes are manufactured to very tight tolerances in three dimensions. Dishes that range from 6 to 16 feet in diameter are produced by press-forming large, flat aluminum blanks to hemispherical forms (“chucks”) made of hardened steel. As the chuck and circular aluminum blank are rotated, a ball-shaped press foot (spin ball) comes into contact with the blank. As the blank and chuck rotate, the spin ball forms the blank to the shape of the chuck by moving from the center to the outer edge of the blank along the curved contour of the chuck (see Figure 3). After the dish is formed to the chuck, a form shoe and a forming roller generate the lip on the outside circumference.
Figure 3. Metal Forming control system block diagram
To ensure precise tolerances, a five-axis motion system is required, with some axes moving linearly while others rotate. Hydraulic power operates the spin ball and lip-forming tool, while electric motors power the rotational axes and those linear axes not involving pressure.
The system design engineers used electronic motion controllers to ensure repeatable operation at high tolerances and to support quick and easy control reconfiguring to manufacture different-sized dishes. The controllers provide flexibility in handling a diverse set of motion control tasks, including the ability to handle closed-loop position and pressure control of hydraulic actuators. They connect directly to Ethernet and can run up to 255 motion-event steps independent of the PLC.
The most significant benefits the new control system provides include the ability to change recipes very quickly and easily, which translates to increased manufacturing efficiency. Once the correct manufacturing parameters are established, the dish manufacturing process is precisely repeatable, meeting the tight reflective tolerances of the high-quality product demanded by the manufacturer’s customers, while enabling operation by a diverse range of human operators, domestically and abroad.
Case study 2: Hydroforming
Hydroforming is a manufacturing process in which a metal tube is formed by filling the inside of the tube with high-pressure water and inflating the tube to fill a specially shaped mold. Hydroforming is used where the cross section of the manufactured part changes throughout the part, such as automotive suspension components and plumbing fixtures. Although hydroformed parts appear to be cast, they can be made without the finishing costs and processing complexity.
Precision hydroforming has only been possible with the advent of the new generation of hydraulic motion controllers.
Figure 4 shows the main elements in a new hydroforming control system where a motion controller is at the core of the application. The controller controls the hydraulic rams through proportional servo-quality valves, using position feedback obtained from MDTs mounted along the hydraulic piston axes. The controller also has digital I/O interfaces, which it uses to communicate with a PLC and activate a valve that controls the water pressure in the tube.
Figure 4. Hydroforming Control System
The motion controller executes a programmed sequence of hydraulic commands to extend the punch rams to their desired positions. Next, it issues a digital command for the water to fill the tube. When the inflation phase is complete, the controller turns off the water and retracts the punches. Finally, the motion controller sends a digital message back to the PLC instructing it to depressurize the mold-holding clamp and open the mold.
The motion steps are programmed into the controller using a PC. The sequence of motion steps are optimally tuned for the manufacture of a particular faucet part, and then the sequence file is stored in the PC for retrieval by the manufacturing engineer as they set up the machine to manufacture that faucet part.
Development software allows users to set control parameters and program the motion sequence by loading values into a step table in the controller.
The software allows measurements to be entered in inches rather than encoded numbers so that users can easily change a few parameters and optimize the system’s operation. To aid the tuning process, the software supports the graphing of actual motion profiles versus target profiles.
Case Study 3: Tube Processing
As with the other case studies, manufacturers of machines that process high-quality tubing for use in automotive exhaust systems, furniture components, electrical conduit, and handles for child-safety seats also have critical motion control requirements.
Tube and pipe manufacturing is about maximizing the number of feet per minute. Older tube mills run at 200 feet per minute, while others may run at 500 or even 1000 feet per minute. The cutters that cut tube segments to length need to cut very quickly, and the effects of the cutting (burrs and dimples at the tube ends), need to be repaired just as quickly to keep up with the cutters. Manufacturers can gain machine cost and productivity benefits by integrating additional functions, such as the removal of internal and external welding imperfections along the length of the tubing.
The sequential process supported by one new tube-processing machine is shown in Figure 5.
Figure 5. Tube processes
Because many control tasks must be performed simultaneously, the engineers employed functional partitioning in the design: Different controllers specially suited for the tasks they perform also handle different machine functions. The system uses a PLC for master control and operator-interface functions, and a motion controller to control the operation of the eight hydraulic axes. The motion controller uses four axes to control the de-dimpling/de-burring process and four axes to control the inside diameter (ID) scarf removal system (blowout).
To coordinate and control the many complex motion steps in the machine (most of the moving parts, including the rotary motors, are hydraulic), the machine designers chose a motion controller.
To keep all the motors synchronized, the motion controller must be capable of “electronic gearing” in which one system element’s rate of motion is regulated by motion elsewhere in a system.
For example, the motion of the de-dimpling punches is keyed to the motion of the chain that carries the tube past the de-dimpling station. If the chain slows down, the de-dimpler operation also slows down. The operation is keyed off the chain indexing and doesn’t require intervention of an external controller such as a PLC. Because they are tied to other motions instead of discrete events or control inputs, spline functions support smooth acceleration and deceleration.
Using an electro-hydraulic motion controller allowed the machine manufacturer to bring the benefits of hydraulics and electronic control to an application that would have previously required complex mechanical cams and line shafts. By eliminating mechanical workings, the company reduced mechanical wear while using less-expensive system components (hydraulic motors versus electric motors).
Further, to move each end of the tubes down the processing line on separate independently-driven chains, the design uses the motional controller’s rotary synchronization capability. The main sprocket of each chain is driven by its own hydraulic motor (see Figure 6). Two motors drive the chain sprockets to avoid flexing and to allow for variable-length pipe. For proper operation, the motors must be synchronized; and for precise, smooth control, each motor is controlled by a variable hydraulic valve.
Figure 6. Rotary synchronization of motion controller
The selected controller is unique in its ability to simultaneously control up to eight hydraulic motion axes while smoothly transitioning from position to pressure-based control. Programming motion steps is as easy as entering sequences of coded instructions into a control spreadsheet. This particular controller also supports spline functions that enable “electronic gearing.”
Case Study 4: Die Casting Press
Using advanced motion controllers that connect to a wide range of industry-leading components, machine builders can now select best-of-class system components from multiple vendors. A case in point is a new vertical die-casting machine that produces high-integrity aluminum castings.
Several factors led to the choice of PROFIBUS as the fieldbus communications backbone for the system:
Compatible parts availability worldwide
High bandwidth
Deterministic communications
Flexible system interfaces to a wide array of system components as specified by machine end customers
With a PROFIBUS interface between the system PLC, motion controller, and peripheral devices, machine operators can set process set-points from their HMI and gather data in a PC-based data acquisition system. The machine designers prefer PROFIBUS because of its support for high, 12Mbits-per-second throughput, which supports real-time data acquisition from a wide array of system devices.
In one customer installation, PROFIBUS provides a connection to a Fanuc six-axis robot that sprays release agent on the die, shot sleeve, and piston (see Figure 7). PROFIBUS also interfaces to a hot-oil system built in Austria (for heating the die) that sends temperature set-points and diagnostics information to the system controller. The machine also provides a PROFIBUS connection to a Fonderex vacuum unit used to evacuate the die prior to metal injection. Each installation uses a different combination of add-on components.
Figure 7: Die casting press control system block diagram
To perform the closed loop hydraulic control of the shot cylinder, the machine designers needed a motion controller that:
Interfaces directly to PROFIBUS
Supports position and pressure control of hydraulics, interfacing directly to proportional servo valves
Is easy to program and tune
Offers a good cost/performance tradeoff.
To fill these requirements, the designers selected motion controller that is optimized for systems requiring only one or two axes of precision motion control. The controller is supported by a software package that provides graphical tools to help designers develop control profiles and tune control loop parameters. The engineers used the software to do the initial design and tuning, and they will use it to further optimize the motion in the future.
By combining PROFIBUS communications and a precision hydraulic motion controller, the customer is confident that the new machine will produce castings that are more uniform and have a shorter process development cycle than those produced by previous die casting machines.
About the Author Tim Gessner, European Director of Business Development at Delta Computer Systems, is responsible for sales and distribution management throughout Europe. Prior to this role, he worked for 17 years in engineering development and applications support for Delta, playing key roles in the development of RMC motion controllers. Gessner holds two Bachelor of Science degrees, two Master’s degrees, and a PhD from the University of Edinburgh in Scotland.
Delta Computer Systems, Inc. For almost 40 years, Delta Computer Systems, Inc. has supplied motion controllers and other industrial products that enable better performing machines. Delta’s RMC Motion Controllers are used for hydraulic, pneumatic, and electric closed-loop control in a wide array of single- and multi-axis control and testing applications. For more information contact Delta at (360)254-8688, email technicalsales@deltamotion.com, or visit us at www.deltamotion.com.
Hose re-ending is a very risky business. When you put a cost on downtime, maintenance and safety, how much money do you really save?
Quality is probably one of the most important metrics in the industrial world. When people pay for a product or service, they expect to get the best possible solution to their needs – not just in terms of cost, but also fitness for purpose, capabilities and, of course, safety.
Like so many things in life however, the expression “you only get what you pay for” rings true; with lower costs often equating to less exacting workmanship, increased wear, reduced operational life, or, indeed, all three. If you have money to burn, this is your choice, but when safety is a major part of the equation, you must consider if your short-term cost savings are really the most prudent – and ethical or even legal – course of action.
It is for this very reason – to help people make these sorts of decisions and to promote best practice – that standards exist to cover almost all facets of the industrial universe. The problem is, if these standards are not enforceable under law, you must rely on people applying them from a best-practice standpoint.
It is in these situations that trade bodies play a vital role, ensuring and supporting their members to adhere to good engineering practice – not only to bolster quality and the reputation of the industry, but also to ensure that any safety concerns are readily explained, understood and adhered to.
A case in point would be the British Fluid Power Distributor’s Association’s (BFPDA) Approved Hose Assemblies Scheme. Since its introduction in 1995, the scheme’s ‘Q-Approved’ logo has become a recognised symbol of quality, integrity and safety in the fluid power industry.
Comprising an accreditation process and resulting customer assurances, the scheme – developed by a panel of industry experts, including members of the BFPDA and BFPA – sets an industry-wide standard for the assembly, storage and supply of hydraulic hoses. As well as delivering best-practice guidelines, it also counters and addresses the health and safety issues associated with the risky practice of re-ending hoses. The core message behind these guidelines is that best practice recommends – very plainly – that you don’t re-end hoses.
At the core of the scheme are the guidelines laid down by international standards. They state that all hose assembly practices must conform to the international recommendations within BS EN ISO 4413 and BS EN ISO 4414, and meet the guidelines. Both are Harmonised Standards of the Machinery Directive, which is written into legislation.
Clause 5.4.6.5.1 a) – within ‘BS EN ISO 4413 Hydraulic Fluid Power – General rules and safety requirements for systems and their components’ states: “Hose assemblies shall be constructed from hoses that have NOT been previously used in operation as part of another hose assembly and that fulfil all performance and marking requirements given in appropriate standards.” It is worth noting at this stage that in CEN and ISO parlance, the word `shall` is taken as ‘must comply’ – it is non-negotiable. It is therefore quite clear that the international standard is intent to outlaw the re-ending of flexible hydraulic hoses. The scheme also adheres to BS EN ISO 4414, which mirrors this advice for pneumatic hoses.
Trade associations, industry experts and health and safety bodies all agree that you simply don’t re-end hoses, the risks are too great; but the problem is that hose re-ending is still prevalent across much of the industry, with most people citing cost as the primary rationale.
“It is hard to convince people to hand over £200 for a new hose assembly, when they can get it re-ended for £50,” explains Pirtek’s Martyn Smart. “With cost being such a defining factor, it’s a real battle to convince them otherwise. I have seen 2,000 psi water jet hoses repaired with tape and a jubilee clip! Counter this with the fact that we have purchased and delivered over 4,000 BFPA books detailing the impact of fluid injection injuries and you can see that the message just isn’t getting through – especially when bottom lines are a defining factor in the decision.”
“Companies are put under huge commercial pressures,” adds Andy Dickens, Operations Manager at Interpump Hydraulics (UK) Ltd., “so much so that re-ending is seen as the commercially attractive alternative.” Backing up Martyn Smart, he adds: “We have seen hoses repaired with a bundle of gaffer tape. People don’t seem to appreciate just how much pressure these systems are under. There is a massive amount of naivety, with people being blissfully unaware of the dangers of high-pressure fluid systems.”
“A hose made from a ‘pick-and-mix’ of third-party components simply cannot guarantee the tolerances necessary to ensure a quality hose assembly,” Smart adds. “Add to this the fact that you didn’t know the operational history of the hose being re-ended and you have a potential recipe for disaster. No one will offer a guarantee or warranty on a re-end. We use matched components, all of which are tested by their manufacturers to meet tolerances, which for a swaged ferrule are +0 mm/-0.2 mm.
Dickens adds to this: “When you’re re-ending, you’re mixing and matching components. The products may appear to be the same, but there are differences. Our ferrules fit our hoses. If you use a third-party ferrule that’s at the upper end of the tolerance band, it may not fit properly. I’m not saying that that ours are better – they just match our hoses. Anyone who’s done a re-end has lost those tolerances. From where are they getting measurement information from? Whose data are they using?”
“There is an extreme amount of force trying to push these components apart,” Smart explains. “In its own right it is hard to put into words, but we have showcased it by setting up an assembly with a mis-manufactured hose, which is then put under 350 Bar of pressure. In this instance, it blew within 15 seconds and decimated a 3 kg melon we had put next to it. We had to use a 2,000 frames per second camera to catch the failure and resulting impact. The hose end was measured at 600 ft. per second – similar to the muzzle velocity of a rifle.”
The consensus from Smart, Dickens and the BFPA is that hydraulic hoses need to be addressed with the same level of importance and attention to detail that you would give to any precision engineered component. In addition to the simple cost of replacement, users must consider the cost of failure, from both a financial and a cost perspective.
Only by using hoses from suppliers accredited by the BFPDA’s Approved Hose Assemblies Scheme, can users have the confidence that they have purchased an assembly that has undergone rigorous measurement and testing; assemblies that use matched components that are within defined tolerances and are backed by industry wide guidelines.
“The more we educate people, the better and safer the industry will become,” Smart concludes. “Hoses will get damaged in their everyday use. We need users to consider how and where they are used and then develop a proactive inspection and maintenance plan. This way, early failures can be more easily predicted and even have their causes designed out. Some protective systems are highly effective and are more palatable in cost terms versus replacement.”
“None of us seem to know who is doing this re-ending,” Dickens explains. “But it is still going on. We will replace entire assemblies that have failed testing rather than elements of it, even though it costs us more. This is how committed we are to the safety of users, as should all of industry. We are then confident to offer warranties; which leads me onto an interesting final thought… re-ends do not come with any form of warranty or guarantee. Would you be prepared to purchase any other product without these in place?”
Closed-Loop Motion Control Simplifies Non-Destructive Testing by Tim Gessner, Delta Motion
Repetitive non-destructive testing (NDT) applications abound, and designers should consider using programmable motion controllers to power flexible testing scenarios. Consider fluid power where a predictable amount of force must be exerted, where the compressibility of the fluid medium can be used to avoid damage to the device under test, or where heavy loads must be held or moved as part of the testing process. Electric servos can also be used to power test axes if force can be controlled.
Simulated reality in shorter timespans
Motion actuators can be driven to simulate real-world conditions, such as applying force to aircraft landing gear to simulate the loads encountered in an actual runway landing situation. Similarly, the hydraulic actuator in a building truss tester can apply loads to simulate harsh environmental conditions such as wind and snow loading. In these applications—and others such as a vehicle leaf-spring tester and a medical prostheses tester—motion actuators can apply the same usage patterns over a period of days or weeks that the items under test would normally encounter over a lifetime.
Closed-loop control of position and force makes non-destructive testing possible
Gaining the full potential from motion sources in testing applications requires an electronic motion controller implementing closed-loop control of the pressure or force being applied to the device under test. Precise position and/or speed control are also necessary. Simply controlling the position of an actuator is not adequate because it cannot detect subtle changes in the physical properties of the subject device unless the force required to move or flex the device can be monitored closely. In a fluid power system, the force being applied by an actuator can be obtained by monitoring the difference between pressures on either side of the piston. In a mechanical motion system, force can be measured with a load cell.
Making all the right connections
A hydraulic leaf-spring tester is designed to flex the spring repetitively while measuring the force required to displace the spring leaves (see the Figure 1 diagram). The motion controller connects to pressure sensors for measuring force and to a magnetostrictive linear displacement transducer (MLDT) for determining the position of the actuator. In a typical test operation, such as that shown in Figure 1, position control may be used to put the actuator in approximately the proper position for applying a controlled amount of force. An electronic motion controller can smoothly transition between controlling position to controlling pressure/force.
Figure 1. Hydraulic leaf-spring tester controls both the position and force being exerted by the actuator.
The motion controller drives the hydraulic cylinder by sending analog signals to a proportional servo valve that can make precise adjustments (sinusoidal or other waveforms) to cylinder pressure to control the hydraulic actuator’s force or positioning. A hydraulic fluid accumulator (not shown in Figure 1) stores hydraulic pressure, ensuring that consistent hydraulic-system supply pressure is available to operate the servo valve during spring compression cycles.
Programming the motion
As mentioned, NDT programs often involve the application of repetitive stress cycles on the device being tested. A motion controller that supports direct execution of repetitive motion operations simplifies the set-up of testing profiles. For example, some motion controllers can produce precisely repetitive motion sequences such as trapezoidal profiles, ramp up/down profiles, and sine waves (see Figures 2a and 2b).
Figure 2a. A plot of continuous sinusoidal motion produced by a motion controller. The red curve plots axis position versus time, and the violet curve plots velocity versus time. As this system is tuned precisely, the actual and target position and velocity curves overlap.
Figure 2b. A plot of continuous ramping up and down motion produced by a motion controller. This system is not as precisely tuned as the one in Figure 2a because the target and actual position and velocity curves do not precisely match.
Some motion controllers can also generate complex, repetitive profiles using spline functions.
Interfaces to industry standard test environments
Another factor that contributes to building a good platform for non-destructive testing applications is the ability to interface with popular data acquisition and control software programs that are hosted on PCs, such as National Instruments’ Labview or Microsoft Visual Basic or Visual C++. We recommend a software component that enables direct access from Windows-based PCs running data acquisition software to the motion controller. These software components enable the PC application to read and write registers in the motion controller and issue commands. Direct connection occurs via serial port or Ethernet access.
Application Example:
Electronic control delivers new capabilities for a leaf-spring tester
When taking a systems approach to developing a test system, new capabilities can be enabled, such as the ability for outside control modules to interrogate the system and analyze process data. For example, leaf-spring manufacturer Rockwell American of Seagoville, Texas, used data on the force being applied to springs under test to identify how structural parameters in the steel change over time.
In Rockwell American’s leaf-spring tester (Figure 1), the controller accurately follows an operator selectable, internally-generated target-force profile using an HMI. Each spring movement is controlled by continually adjusting drive output to the hydraulic valve 1000 times per second. Simultaneously, the minimum and maximum spring deflections are being monitored in real time during the force cycling and compared against allowable limits to determine any change in the spring’s properties. For each spring tested, these limits are found when the motion controller is commanded to enter force control (initiated by the operator via the HMI’s touch screen). At the beginning of the testing cycle, the system compresses the spring to minimum and maximum force set points while recording and storing the corresponding minimum and maximum spring deflections. This capability was very useful in helping Rockwell American diagnose and document a recent raw material quality problem. Another significant savings occurred in set-up time when shifting between spring types.
If the position of the hydraulic actuator were to exceed operator-specified tolerances during the continuous force control-cycle testing, the spring properties may be changing, the spring may soon break, or one leaf in the spring may have already broken. If this condition happens, the motion controller’s continuous monitoring of position tolerances during force cycling will lead to an automatic system shut down. With these controls, the machine can run continuously with a minimum of supervision. The machine can also capture and plot test data for post-test diagnostics and recordkeeping.
Application Example: Prosthetics tester leverages repetitive motion profiles and force/position control
The International Standards Organization (ISO) requires prosthetics manufacturers to test elastic ankle joints to ensure they can flex under realistic conditions through at least two million cycles. Key to ensuring realistic testing is making sure that the displacement of the joint is within a certain limit during each cycle when a particular force is applied.
The tester uses two pneumatic cylinders, controlled by a two-axis motion controller. One cylinder is positioned to press on the heel and the other pushes on the toe of an artificial foot (see Figure 4). A load cell affixed to each cylinder measures the force being applied, while a MLDT affixed to each piston measures the position of each actuator. As the test system cycles, the cylinders alternate their motion to flex the joint. During each cycle, the motion controller increases the force being applied on each cylinder until it reaches a predetermined set point, and then it measures the amount of deflection of the joint to ensure that it is less than the maximum allowable.
Figure 4. A pneumatic prosthetic foot tester showing one cylinder pressing on the toe and one on the heel of an artificial foot.
Because data on the deflection amount is collected every cycle (by a programmable logic controller that reads registers in the motion controller), the tester can measure the onset of fatigue before a catastrophic failure occurs. Good motion controllers can cycle the tester between two and three times per second to double the throughput of the testing facility.
To keep the weight of the test system as low as possible, pneumatics was chosen for this tester (rather than hydraulics). However, since air is more compressible than oil, system tuning became a challenge. Real-time motion plotting and tuning tools simplified the system tuning for optimal performance.
Application Example: Race car suspension tester makes eight axes move simultaneously to simulate real road-racing conditions
This example uses an eight-axis motion controller in an advanced diagnostic testing system that provides racing teams with detailed data about the chassis and suspension of their cars in several simulation scenarios. The system (Figure 5) provides precise suspension motion while measuring bump steer, camber change, and wheel loading; it allows suspension component interference checking throughout the suspension travel range. Data gathered enables the suspension of a vehicle to be completely characterized and tuned for optimal performance while on the simulator. Figure 5. Vehicle suspension test system.
The motion controller can be programmed to control both force and position simultaneously on all eight motion axes, and it can synchronize or “gear” the motion of slave axes to the motion of master axes. This enables performance of the system to be scaled while maintaining the relationships between the axes without requiring reprogramming of the motion. A software toolset supports graphing of motion profiles and automated tuning tools to speed the optimization of test profiles.
Conclusion
Electronic motion controllers excel at moving multiple hydraulic or pneumatic axes and controlling force and position to generate real-world testing scenarios. Designers should look for motion controllers that provide precise closed-loop control and are supported with instruction sets, development tools, and inter- faces that simplify the programming and tuning of testing profiles.
About the Author
Tim Gessner, European Director of Business Development at Delta Computer Systems, is responsible for sales and distribution management throughout Europe. Prior to this role, he worked for 17 years in engineering development and applications support for Delta, playing key roles in the development of RMC motion controllers. Gessner holds two Bachelor of Science degrees, two Master’s degrees, and a PhD from the University of Edinburgh in Scotland.
Delta Computer Systems, Inc.
For almost 40 years, Delta Computer Systems, Inc. has supplied motion controllers and other industrial products that enable better performing machines. Delta’s RMC Motion Controllers are used for hydraulic, pneumatic, and electric closed-loop control in a wide array of single- and multi-axis control and testing applications. For more information contact Delta at (360)254-8688, email technicalsales@deltamotion.com , or visit us at www.deltamotion.com.”
Manufacturing companies do not condone the re-ending of their flexible hose products.
There is a high probability that re-ending will result in a situation when an injury occurs and the Company’s insurance will not accept liability due to global standards that clearly advise NOT to do so.
It is impossible to know whether an original hose has been stretched, crushed, degraded by sunlight or damaged by chemicals, the hose assembly safety, therefore, cannot be guaranteed if a new end is fitted on a used hose.
The British Fluid Power Association (BFPA) position is that hose(s) shall not be re-ended.
Fluid Power
The following standards that most fluid power ‘machinery’ manufacturers use, in order to achieve a ‘presumption of conformity’ with the Machinery Directive 2006/42/EC, are nothing if not clear on the subject:
BS EN ISO 4413:
Clause 5.4.6.5.1 a) states: “hose assemblies shall be constructed from hoses that have NOT been previously used in operation as part of another hose assembly and that fulfil all performance and marking requirements given in appropriate standards”
BS EN ISO 4414:
Clause 5.4.5.9.1 a) states: “hose assemblies shall be constructed from hoses that have NOT been previously used in operation as part of another hose assembly
In CEN and ISO parlance, the word shall is interpreted to mean ‘must comply’, and is non- negotiable. If the ‘shall’ requirements of such a standard are not met compliance with the standard concerned is not possible.
Both BS EN ISO 4413:2010 and BS EN ISO 4414:2010 are ‘transposed, harmonised standards’ which means that the members of the European Union (EU) have adopted the standards and have withdrawn any conflicting national standards. If you are supplying fluid power ‘machinery’ in the EU, it is very likely indeed that you will have to comply with the requirements of these standards.
If the product is for export outside of the EU, the customer may require compliance with BS EN ISO 4413 and/or BS EN ISO 4414.
As well as effectively banned in Europe, the practice of re-ending hose also destroys all the hard work that goes into an effective quality assurance programme.
Water Jetting
The Water Jetting Association’s Code of Practice was amended to comply with
BS EN 1829-2:2008 – a European standard that applies to hoses, hose lines and connectors intended to be used with high-pressure water jet machines operating at 350 bar and above
It therefore covers most water jetting applications and some drain cleaning applications:
Clause 5.1 states: “Hoses, hose lines and connectors have to feature a certain structure in order to guarantee safe operation when used properly. They must not bear any risks for the operator or for the workplace and its environment. The design of any connector safety devices has to provide safe operational performance to eliminate any risk or hazard for the operator or their environment. However, improper use of a hose line or the connectors may result in hazardous situations and shall be avoided.
NOTE: Correct assembly of hose lines requires specific knowledge and skills, also specific equipment.
Health and Safety Executive (HSE)
The HSE Guidance Note GS 4 (fourth edition) entitled ‘Safety requirements for pressure testing’ is aimed at employers, supervisors and managers responsible for pressure testing and addresses safe systems of work, safeguarding and maintenance.
Bibliography
BS EN 1829-2:2008 High-pressure water jet machines – Safety requirements – Part 2: Hoses, hose lines and connectors
BS EN ISO 4413:2010 Hydraulic Fluid Power – General rules and safety requirements for systems and their components
BS EN ISO 4414:2010 Pneumatic Fluid Power – General rules and safety requirements for systems and their components
ISO/TR 17165-2 Hydraulic Fluid Power – Hose assemblies – Part 2: Practices for hydraulic hose assemblies
HSE GS4 Safety requirements for pressure testing
The Water Jetting Association Code of Practice:2015 – For the use of high pressure and ultra high pressure water jetting equipment
PUWER 1998: Provision and Use of Work Equipment Regulations 1998
The BFPA explains the risks of fluid injection injuries. Although not very common, they can incur life-changing or even life-threatening damage if not dealt with correctly. Prevention is always better than a cure, but if the worst does happen, would you know what to do?
UK Industry, in general, is astonishingly well legislated, especially in terms of health and safety. Labour laws, societal evolution, contemporary human resource practices and an increasingly more litigious and punitive environment have all lead to the development of ever more stringent rules, regulations and procedures relating to human interactions with machinery and plant equipment.
The problem is – and this is endemic with almost all legislation – humans are fallible and will always find a way to make their lives easier, jobs faster, or more hassle-free, even if it means bending the rules a little. In some circumstances this is often ignored, as it may actually develop into more efficient procedures; but when it comes to health and safety – where people’s well-being and even their lives are on the line – these rules should never be considered pliable.
In general, most employees are aware of what is dangerous and what the implications are from not following the rules. Electricity is a great example, where even a simple, innocuous static shock can make the most hardened engineer think twice about touching a metal surface. Gravity is another. Everyone knows you don’t stand under an unsupported load, or work under a machine propped up with bits of wood.
These fears are innate and are learnt in other walks of life, mostly from childhood onwards. But there are other risks in industrial environments that are not part of our regular life experiences; and it is about these that we must be the most cautious and, indeed, exercise elevated levels of training and education.
A case in point would be fluid injection injuries in fluid power applications, although these may also be encountered when using grease guns, pressure washers and paint sprayers. Domestic use is hard to govern, but in industrial settings the issues revolve around education, adhering to the rules and making sure that people not only understand the implications, but also know what to do should a fluid injection injury occur.
Fluid injection injuries can be desperately unpleasant and even fatal in some situations. The problem is that some can appear innocuous at first and are often shrugged off or dismissed. The British Fluid Power Association’s (BFPA) ‘Fluid Injection Injury Emergency’ handbook, states that a pinhole leak in a hydraulic hose can eject fluid at speeds in excess of 180 m (600 feet) per second and a pressure of as little as 6.9 bar or 100 psi – in some circumstances – is enough to puncture the skin, with greater pressures delivering even greater penetration and more severe injuries.
These injected substances pass through subcutaneous tissue and can enter tendons and deep into the hand or body, depending on the injection point. The person injured may initially feel a slight sting and simply blame it on steel reinforcement from a failed hose or an insect bite, but within a very short space of time, pain levels will elevate, indicating that more serious repercussion will occur, should immediate and, indeed, correct professional help not be sought.
For injuries where the fluid entered the bloodstream, the prognosis is just as dangerous, as the body simply does not have a mechanism for ejecting fluid likes these and, if left untreated, this tiny pin-prick injury can result in amputation and, as a result, serious long-term health and employment issues. Septicaemia or legionella may also result these types of incidents.
Although these types of injuries are not very common – an average of 1 in 600 cases of hospital-reported hand injuries, according to a US hand surgery manual – there is no excuse for an employer and its employees not to know what to do should an incident occur. Indeed, the Health and Safety Executive backs this up in its RR976 Research Report, explaining “Although the reported instances of injury through hydraulic injection are comparatively rare in the UK, the potential severity of the consequences to the injured party dictate that understanding, acknowledging and mitigating the risk of injury through hydraulic injection, is essential for any individual or commercial organisation utilising hydraulic systems or equipment.”
The risks still remain high, however, with the Fluid Power Safety Institute (FPSI) in the USA quoted in an article in ‘Construction Equipment’ magazine, saying: “More than 99 percent of people who service, repair and troubleshoot hydraulic systems have been subjected to the exact dynamics that trigger a high-pressure-injection injury. The ‘liquid bullet,’ however, either missed or deflected off its target. If ‘hydraulics’ were a recognised occupational hazard, and thus fell into a category for near-miss reporting, we would be at catastrophic levels.”
Most engineers working in high-pressure systems are acutely aware of the risks. Almost all training regimens point out the danger and teaching is often accompanied by videos showing the potentially destructive nature of faulty hydraulic systems. But, as mentioned before, the human factor comes into it when working out in the field. Simply moving a hose out of the way, or tightening a coupling – perfectly normal tasks – can result in an injury; and to further exacerbate the issue, most of this close-up manual work is performed using the leading hand, so it is this that is affected, further compounding the effects of the injury.
So, the obvious question is what should take place immediately following a suspected injection injury? The aforementioned ‘Fluid Injection Injury Emergency’ handbook from the BFPA contains a process flow in the appendices that highlights the steps that need to be taken. In the first instance the working area should be made safe, to prevent further injury. After this, the emergency services should be called and first aid treatment given, including gentle cleaning, immobilisation of the limb or appendage and elevation into a comfortable position. The guide is at pains to point out that at this stage, patients should not be given any food or fluids as surgical procedures maybe required.
Further appendices explain, with graphical information and a form, that the point of injury must be noted and handed to the medical staff, along with full personal details of the patient, including the time of the injury and the injected media. Due to the scarcity of this type of injury, the final appendix offers guidelines to medical professionals – who may not have experience in this arena – based on input from a number of different learned sources, all of which have been shown to demonstrate a more positive prognosis.
Behind all of this is the need for due-diligence, training and awareness. Any fluid power training course should contain safety modules which demonstrate the risks associated with working with fluids under pressure. Employees need to be aware that taking shortcuts, or circumventing procedures is simply not acceptable and the consequences need to be illustrated. A photograph showing the after effects of a fluid injection injury should be enough for people to gain even more respect for what can be an incredibly dangerous situation.
The human factor means that these injuries will still occur, but their profound effects can be offset to a certain degree with the proper education, support and, of course, incident-related remedial action. Most leading suppliers, backed up by the BFPA, offer in-depth training and can help companies to develop procedures and practices that can define how these incidents are dealt with, so ignorance can and never will be a good enough excuse.
Copies of the BFPA booklet ‘Fluid Injection Injury Emergency – The Facts’ can be purchased on line through the publications pages of the BFPA website click here
by Trevor Hornsby, Chairman of the British Fluid Power Association (BFPA) Technical Committee 3 (TC3) Cylinders.
Hydraulic cylinders play a critical role for motion control within a wide range of industrial applications. They are available in a wide range of force capacities, sizes and stroke lengths, and are invaluable for tasks such as lifting, pushing and pulling of plant and machinery used in a wide range of industries, such as aerospace, oil & gas, materials handling, mining, construction and rail.
Many of the basic principles behind the construction and operation of hydraulic cylinders have been established since the early years of the Industrial Revolution. And with a technology that has been so tried-and-tested it is easy to understand why many cylinders today bear a strong resemblance to those used many decades ago, or even longer. Nevertheless – as with many other types of industrial equipment – things move on.
Standardising dimensions
For example, the dimensions of parts used on today’s hydraulic cylinders have been largely standardised in order to allow more flexible and convenient interchangeability regardless of vendor or agent the part is source from. Indeed, the British Fluid Power Association (BFPA), the BSI Group (British Standards Institution) and the International Standards Organisation (ISO) have been instrumental in helping to establish a more level playing field in terms of sizes and specifications related to hydraulic cylinders. The Standard BS ISO 6020-2:2015 HFP – Mounting dimensions for cylinders, 16 MPa (160 bar) series, is a case in point.
Material advances
While the main metal parts of a hydraulic cylinder can often continue to operate efficiently with very little maintenance over many years – including the rod, glands, pistons, spherical bearings, flanges and tubes, some parts usually need replacing more frequently – the seals, for example. There are many variables to consider when determining the best time to replace cylinder seals – types of oil used, frequency of use, temperature, what the cylinder is being used for and in what type of environment etc. although originally seals were made of leather, common materials used today include various types of rubber, polyurethane, PTFE, fabric reinforced elastomers and plastics. For applications where a particularly high level of wear resistance is required, thermoplastic seals could fit the bill. Seals made of this material can deliver a particularly high level of wear resistance, chemical resistance and resilience, operational reliability and service life. For the best possible selection it is advisable to discuss the particular use of your particular cylinder usage with a seals provider that has a proven pedigree within your own industry sector. The BFPA is also on hand to provide additional guidance.
Higher levels of corrosion resistance
Traditional materials used to plate piston rods in hydraulic cylinders include nitride, chrome, chrome over nickel or other multi-layer/multi-process rod plating technologies. These coating materials may remain largely corrosion-free in many applications. However, in more challenging industrial environments keeping corrosion levels to a minimum can prove more of a challenge, and increase the total cost of ownership. The good news is that recent developments have focused on developing alternative coatings that offer considerably greater corrosion resistance – and thus less downtime and a reduction in required maintenance intervals.
Lighter weight
High pressure hydraulic products require high strength structural components. Traditionally, high strength steels have been used for typical mobile and industrial applications, while more expensive lower density alloys were used where reduced weight was critical. However, the introduction of carbon fibre composite materials has opened up new possibilities for the design of lightweight, high-strength components. These lighter-weight cylinders are suitable for a range of applications. Lightweight composite cylinders permit greater boom reach and a reduced stabilizer envelope for mobile concrete pumps. High performing composite cylinders can be ideally suited for various aerospace applications – for example to operate in wing flap test rigs. Faster acceleration, reduced energy demand and shorter cycle times are achieved by using composite hydraulic cylinders to operate an industrial robotic arm. Composite cylinders provide greater corrosion resistance and increased payload for sub-sea drilling rigs. Working offshore, weight is critical. Using lightweight, corrosion-resistant composite cylinders as assembly tools for wind turbines increase the work rate of crews, enhance safety and reduce crane loading. Reducing axle load through the use of composite materials frees up capacity elsewhere; for example, in military applications for additional armament.
RFID
Another area of development that supports the Industry 4.0 concept is that of RFID (radio frequency identification) technology that can open up new approaches to seal management. RFID chips placed onto seals can facilitate more accurate identification and traceability; substantially simplifying maintenance and replacement tasks.
Photo: Composite cylinders are gaining popularity as a lightweight, high-strength option for modern hydraulic systems.
This article has been edited from content published in the book by Peter Chapple titled ‘Principles of Hydraulic Systems Design – second edition’, published by Momentum Press.
Components
The selection of inadequate filters or poor maintenance procedures can cause excessive contamination levels that may result in the unreliable operation and breakdown of hydraulic components. Filtration systems should, therefore, be designed such that the fluid cleanliness level is better than that specified by the component manufacturers.
The loaded contact regions are typically where metal particles generated in pumps and also where particles in the incoming fluid will accelerate the wear process. The clearances in pumps, motors and valves are of the order of a few microns, and it is, therefore, essential that the particles in the fluid are maintained at a size that is appropriate for the prevention of wear in the clearances. Filters in a system clearly have to have a rating that protects the smallest clearance in the system.
Filters
As the fluid passes radially inward through the element of a high-pressure filter, contaminant is trapped in the material. With time, the pressure drop across the filter will increase at a rate that is dependent on the fluid condition and, eventually, this will cause the bypass valve to open, thus passing contaminated fluid directly into the system. However, the pressure drop can be monitored either mechanically or by electronic methods to give an early warning of bypassing, and this aspect is an important feature in a properly maintained system.
A major problem associated with filtration is that its effect cannot be seen because of the small size of particles that can cause poor system reliability and component failure. So, it is important that monitoring of the filter condition is carried out on a regular basis. Sampling techniques and the measurement of the contaminant concentration provide an improved basis for monitoring the condition of the hydraulic system. Of these, online monitoring is the most cost-effective method of achieving this.
The performance of a filter is based on its ability to trap particles, which is defined by its beta ratio, β, that is obtained from an internationally accepted laboratory-based test method.
The filtration media of most modern hydraulic filters consist of fibrous material, usually filaments of glass, and this gives the filter a different performance with size, which shows the performance of different grades of media when tested using the Multi-pass test. The rating of a filter is obtained from this data and is the micron size (x) where a stated β value is attained, usually β x = 200 or β x = 1,000. Note that calling the rating ‘absolute’ for these filters has been discredited due to the statistical nature of particle removal.
The performance of the filter has an immediate effect on the cleanliness level of the fluid downstream of the filter, and the higher the beta ratio the cleaner the fluid.
Filters are selected on the basis of achieving the desired contamination levels and having sufficient contaminant holding capacity to maintain the required contamination levels under the worst envisaged circumstances. Various selection methods are available from different filter manufacturers, but for consistency, the process developed by the British Fluid Power Association (BFPA) has been developed into two ISO Standards1,2 (see References). Their use is recommended, the majority of which are based on an absolute filter rating at a given β ratio.
In general terms, the downstream fluid quality varies as the reciprocal of the filter beta ratio.
Contaminant levels are denoted by an ISO code that is related to the number of particles of sizes greater than 4, 6, and 14 microns, respectively; if the analysis method is using an automatic particle counter, but if it is by microscope, the ISO 4406 Code is at -/5/15 microns.
References
1. ISO TS 12669 Hydraulic fluid power – Guidelines for determining the required cleanliness level (RCL) of a system, (in draft).
2. ISO TR 15640 Hydraulic fluid power – Contamination control – General principles and guidelines for selection and application of hydraulic filters.
Based on its award winning Digital Displacement® technology, Artemis Intelligent Power has started the process of installing Digital Displacement® pumps in a 16T excavator.
Today’s excavators have reached a mature level of technology using variable-stroke hydraulic pumps. They are rugged, dependable machines which operate in tough conditions. However, at the heart of all modern excavators lie a number of problems: the mechanical pumps have substantial energy losses, the valve systems waste fluid energy by throttling flow to control multiple axes and energy which could be recovered is instead converted into heat.
With a peak efficiency of 93 – 97% across a wide range of operating points, Digital Displacement® Technology is a revolution in efficiency and control of variable displacement hydraulic machines.
Key to the hydraulic excavator’s success is fine control and the ability to convert maximum power from the engine into multiple linear motions. Before and after comparisons based on standard trenching and loading cycles are to be evaluated to provide data on energy savings and controllability.
Artemis, a member of the British Fluid Power Association will use the mule excavator to demonstrate the fuel economy and productivity benefits of Digital Displacement® technology to major industry OEMs in the off-highway sector.
For more information about Artemis Intelligent Power please visit their website www.artemisip.com
For enquiries concerning this article, please contact: Alasdair Robertson a.robertson@artemisip.com or telephone 0131 440 6273
The benefits of automated motion control are becoming increasingly well-recognised, with both electrical and mechanical developments having made major technological strides over the past few years.
Chris Walsh, UK sales manager, Asco Numatics, reflects that in the past, pneumatic equipment was often less compatible with a control system. This often resulted in the mechanical engineers of yesteryear having separate pneumatic systems – sometimes with banks of solenoids – communicating with the electrical system. “Historically the fluid power components were designed into a machine for its movements on one page and the intelligent control was kept separate,” he explained. “The two technologies were effectively brought together by using an electro-pneumatic interface – for example solenoid valves and PLC in a control cabinet. Today, pneumatics and electrical devices are commonly conceived together as part of a fully generic machine design; control of both is considered as one. Pneumatic actuators are now often controlled by intelligent solenoid valves which are typically part of a fieldbus system; sometimes with proportional control, with feedback diagnostics networking within a multifaceted factory control platform and able to send wireless data through the extranet.”
Achieving the required result
Richard Edwards, technical director, IMI Precision Engineering, considers that the technology behind most engineering solutions has to involve some level of compromise with regard to fluid power and electrical application. “Typically it’s about deciding on the best choice of technologies to achieve the required end result,” he said, adding that there are well-recognised advantages and disadvantages in both electric and pneumatic actuation. “For example, the advantages of electric actuation include the fact that you don’t need a compressed air supply, which, if you don’t already have one will need sourcing and installing. The ongoing operating cost of an electric actuator may prove to be less than a pneumatic alternative, but the acquisition cost is typically more expensive. An electric actuator will generally provide a greater level of precision and will offer the flexibility to stop it part way along its stroke. The ability to profile the speed and the force applied throughout the stroke of the actuator can be vital for some applications. However, the changes taking place in the world of pneumatic actuation – such as linear transducers and proportional control – are impressive.”
With regard to specific equipment, Giorgio Guzzoni, product manager, Metal Work SpA, believes electric actuators are the right solution for motion control when it is necessary to position accurately at unspecified values, and control speed and/or acceleration ramps. He adds that both technologies – pneumatic actuators and electric actuators – have come together in what are commonly known as electric cylinders. These are electric actuators housed in structures that have the shape of a cylinder.
Guzzoni also makes the point that despite the increasing prevalence of electrical motion control, pneumatics continues to play a highly significant role. “It wouldn’t be incorrect to say that 95 per cent of cases with movement requirements can be solved with the conventional, reliable, cost-effective and simple pneumatic cylinder,” he said. “The position reached can be checked by a similarly conventional magnetic sensor. Anybody who produces pneumatic components can sleep soundly in bed at night.”
Something that has seen some of the most rigorous development in recent times is the modern industrial robot. Edwards considers one of the advantages of a robot over a special-purpose piece of equipment is its inherent flexibility and its ability to be reprogrammed to undertake a range of different tasks. This is where Edwards believes electronic and electrical actuation systems come to the fore. However, in areas such as end-of-arm tooling, he believes pneumatics can play a highly significant role; for example, a vacuum system to pick up items such as metal sheets or car body parts. “In this way, robotics can be a good example of a hybrid electrical-pneumatic application,” he said.
Maintenance, repair and replacement
From a maintenance, repair or replacement perspective, Edwards comments that when providing solutions into developing countries pneumatic solutions can have an advantage because they are easy to understand and can often be maintained with simple tools. “On the other hand, if something electrical breaks down you may need to fly in a service engineer a considerable distance in order to replace them,” he added.
In terms of lifecycle of a pneumatic actuator, Edwards points out that users will generally see a progressive deterioration in performance towards the end of its life. “It will start to get stiff and may start to leak,” he said. “However, through condition monitoring users can keep on top of this type of issue and, for example, allow the machine to finish a run before servicing it over the weekend. In the case of an electric actuator, it may operate effectively throughout its lifecycle, but if it fails, it may do so without warning and the machine will immediately cease to function until a replacement actuator is fitted. So, depending on the application this can be a consideration when choosing pneumatic or electric actuation.”
Keeping safe
From a safety perspective, Edwards points out that many mining applications are largely or completely pneumatic in order to reduce the risk of a spark inside a potentially explosive atmosphere. “This can be more convenient than trying to encase everything within an electric application,” he said.
With regard to regulatory requirements concerning safety, Edwards believes it can be an advantage to have both pneumatics and electric control options in place in order to eliminate the potential for a single failure mode. “In this way, companies that deploy an electric solution with a pneumatic backup or vice versa, can rest easier if they lose their power supply,” he said.
Industry 4.0
The motion control industry is increasingly looking at the potential of connectivity concepts such as the Internet of Things (IoT) and Industry 4.0. In this regard, Walsh makes the point that fluid power product portfolios are now becoming more and more aligned with high-end control system functionality. “Cross-protocol communications is becoming a must and rapid data-exchange of all components is expected with Industry 4.0,” he said.
In terms of maintenance, Edwards comments that as engineers become more aware of the potential for connected communication between devices and more conscious of the benefits that could potentially be gained through, for example, a better preventative maintenance or condition monitoring regime, he believes Industry 4.0 will increasingly become the norm.
Pushing the innovation envelope
In terms of other recent innovations within the motion control arena, Walsh explains that there have been a number of enhancements regarding fieldbus technology in pneumatics, positioning feedback in pneumatics actuators (for example, electronic linear transducers within the cylinder) and inbuilt diagnostics in pneumatic valve manifolds (for example, measuring valve speed to predict seal failure). Walsh has also seen the introduction of products that provide ease of set-up and commissioning for systems engineers; one example being self-addressing fieldbus systems. Additionally, Walsh points to components designed to be easily added-to or changed. “All these developments can provide easier and faster operation, lower labour requirements, and require easier maintenance resulting in less downtime,” he said.
Edwards commented that although a large slice of IMI Precision Engineering’s business involves industrial automation, there is a growing range of applications that don’t lend themselves to simple categorisation. “For example, I recently visited a customer that is producing a system that can fire projectiles and a net in order to capture drones for the purpose of airport security,” he explained. “The company uses a pneumatic cannon to launch the projectile to catch the drones.”Edwards added that electric actuation is also advancing. “As technology changes the costs are coming down and the power density that they can achieve is going up,” he said.
The right solution
Edwards’ view is that pneumatics and electrics shouldn’t be viewed primarily as two technologies in competition with each other. “It really boils down to what is deemed to be the best solution for the end-user’s specific application,” he said. “If you try to sell the wrong technology you may win the business but you’re going to cause yourself and your customer problems further down the road.”
Similarly, Guzzoni stressed that it doesn’t pay to use a sledge hammer to crack a nut – the important thing is to engage the support of technicians that have the right level of knowledge and experience to help companies make the best choices when sourcing motion control solutions.
For further information about BFPA or anything contained in this article, please contact BFPA on 01608 647900 or Email enquiries@bfpa.co.uk
In recent times hydraulic and pneumatic systems have become much more sophisticated, comprising a selection of components that enable system design dreams to be turned into a reality.
Traditionally, fluid power systems have concentrated on power transmission; with hydraulic systems mainly made up of control valves, power unit, hydraulic actuators and fluid monitoring equipment, and pneumatics systems comprising a power unit, fluid conditioning, actuators and control valves. Today, fluid power systems are not just about power transmission, but more about motion control, with a focus on moving things in a more precise and predictable fashion. This can involve electro-hydraulic or electro-pneumatic actuation, which in turn is part of a network by which many of the individual components within the system are able to communicate with each other.
The communications process need not only be autonomous and operating within the particular system in question; indeed the system, or components within the system, can also communicate with a much wider network. Also, the plant controller or maintenance engineer no longer needs to be in such regular close proximity to the plant and equipment in order to control and monitor its operation. Through the use of sensors and wireless technology plant control and monitoring need not be so confined to within the walls of a physical building and could feasibly be undertaken from anywhere in the world.
So, with all this increased motion control and communications know-how many modern fluid power systems have grown to become part of a much wider network. This wider network scenario is, in essence, very much part of the Industry 4.0 revolution whereby communication reaches wider and accessibility of information to and from these systems becomes much easier.
The overriding benefits of having easy access of information, often in real-time or near real-time, are many. For example, sensors within a system can automatically inform a maintenance engineer when a component or larger piece of equipment has malfunctioned or is due for replacement by sending an alert to his or her smartphone or tablet PC. The maintenance engineer can also remotely interrogate particular equipment within the system in order to, for example, change its function, hours of operation, schedule maintenance procedures, or investigate its operational history and which personnel operated certain types of equipment during specific periods.
However, with all these benefits and more to be had from today’s integrated high-tech motion control systems – whether from an operational or maintenance and overhaul perspective – certain important choices and decisions need to be made, and some of the most important of these revolve around security. Before we start running we have got to learn to walk, and this basic statement of common sense can also be applied figuratively to modern motion control systems. Careful thought needs to be given about who should be allowed to access the system, or parts of the system, and be able to make decisions in terms of operating or maintaining or making changes to the system and the wider network.
Moreover, making this type of decision regarding individuals’ access to, and mandate to control, the system is just the start. Only certain people may have been given the authority to do certain things, or have access to certain types of information, but without careful control and monitoring of communication protocols, information kept within the system could be open to infiltration or malicious abuse by other parties.
In this regard, I believe the biggest concern is that if people were able to maliciously intercept these communication systems it may not be long before a serious injury or even a fatality results – it could be due to motion equipment in a bottling plant becoming unstable, it could be the result of robotic arms flailing in precarious ways, it could be due to a shock from a power transmission system, and so on. In the wake of a serious injury or death, the subsequent court case could then set a precedent whereby a whole new level of cyber policing is put in place – deemed necessary to bring the situation under control. If this high level of policing were to become a reality, this could potentially stop the growth in further development and deployment of Industry 4.0-related systems technology in its tracks.
Therefore, understanding how robust a company’s data communication systems are is a very important consideration. Some systems are likely to be more resilient than others. For example, in a manufacturing plant a radio-frequency (RF) wireless transmission system could prove to be more reliable and robust than Wi-Fi. Wi-Fi is more open to being intercepted or corrupted at any level. So, although we all want change for the better there also comes a time to reflect on what the implications could be if we change too rapidly without thinking about the possible consequences.
It is also worth ensuring that any computer software used as part of the system has a reputation for being secure, and that proven encryption technology is deployed to make it as hard as possible for malicious hacking to take place. Additionally, companies should make sure that immediate IT-related help and advice is at hand in the event of such a security breach occurring. And from a system design perspective, I believe it is important that systems are thoroughly beta- tested ‘in the real world’ in order to monitor their performance and resistance to security abuses.
The world is becoming an increasingly unpredictable environment, and so the issue of security risk should not be taken lightly. It is therefore all the more important that we should develop efficient, reliable and robust motion control systems in order for them to conform to the best ideals of Industry 4.0 without risk of compromise. Industry 4.0 is already here and the trend is likely to gather even greater momentum over the coming months and years.
Thankfully these security issues are being addressed by information network providers and the like who have realised that the consumer internet and existing wireless platforms are not fully suitable for industry. In fact, such is the speed of change that I advise those interested to keep a watchful eye on new government guidelines and news from trade associations such as the British Fluid Power Association (BFPA). Let’s not let poor levels of security risk compromising the major improvements in efficiency, convenience and reliability that this type of technology can offer.
About the author
Mark Fairhurst is the Technical Director at BHR Group. He is presently the Vice-Chairman the product testing committee of the BFPA/BSI, and the Chairman of the Technical Advisory committee of the Water Jet Technology Conference.
About BHR Group
BHR Group is an independent industrial research and technology organisation specialising in the application of fluid engineering to industrial processes. Originally set up as the British Hydromechanics Research Association (BHRA) in 1947, BHR Group provides impartial expert advice, with a focus on fluid engineering technical services, products, processes and knowledge transfer. BHR Group is the trading name for VirtualPiE Ltd., a UK-based independent and privately owned company.
As technology advances it is critical that the design, manufacture and testing of parts and components is undertaken in an increasingly meticulous manner. For example, in such high-cost and mission-critical sectors as aerospace and automotive it is important that the equipment functions efficiently during long cycles of operation – often under extremely high pressures. It is therefore imperative that this equipment offers the highest levels of reliability and efficiency. After all, if a part or component fails in an aircraft or vehicle there is a chain of potentially serious repercussions to consider; not least of which being the safety of people on-board.
The importance of quality, efficiency and accuracy may seem obvious; however as someone who has worked in the product testing industry for many years I still see what are in essence very fundamental mistakes being made, which have potentially serious, even hazardous, consequences further down the line. These mistakes often occur in the early stages of development – during product design.
Paying attention to the fine detail at this stage is vital; because the prototyping, manufacturing and testing procedures that follow can be seriously jeopardised if an error is made ‘on the drawing board’. This can be a particularly serious issue when equipment designed to work under high pressures is involved and has to go through a series of cyclic fatigue tests before the equipment can be supplied to the customer.
Designers may be very able in terms of preparing a highly detailed design of a product or component as 3-D model in a computer design package – factoring-in the right materials and coatings to provide the appropriate stress rates and other material properties such as dimensions and weight. However, what needs to be constantly borne in mind is that every detail drawn in those designs will need to be carried through to manufacture. It only requires the slightest error or oversight related to a small part or component for serious problems to occur further down the line.
For example, a thread may not have been fully finished off or placed precisely in the right position; an O-ring may have been placed without careful thought to where the groove is positioned in relation to the rest of the thickness of the material. And it only requires a bolt to be put in the wrong place on the flange or for a radius to be not quite right. When these errors occur serious performance or lifecycle issues can arise.
Of course, design isn’t the only area of product development that can be at fault. The performance of equipment will also rely very heavily on the quality and suitability of the material that is used to make it. The required performance or resilience levels cannot always be guaranteed, which, again, could introduce safety or operational concerns. These concerns may mean that secondary finishing operations are required to enhance the surface strength of the material that is used for the manufacture of the outer casing of the equipment – processes such as laser peening or anodising to increase the thickness of the oxide layer on the metallic surface.
This material has to work and has to be proven to work. However, if the manufacturer totally relies on these types of secondary finishing processes and the material doesn’t function to efficiency levels required, then the customer is going to be let down in terms of service. This is when efficiency and safety factors can appear. Therefore, it is always advisable that materials and coatings used in such high-cost and high-performance sectors as aerospace and automotive are subjected to thorough cyclic fatigue tests.
Another thing to bear in mind is when product and material tests are carried out dangerous assumptions can sometimes be made. For example, it might be assumed that a standard type of, say, aerospace or automotive oil could be used for certain types of equipment. However, there only needs to be a slight change in chemical composition before the equipment could not only experience a cyclic fatigue attack affect but could also seriously affect the efficiency and lifecycle of the product.
The good news is that there are proven test houses that specialise in providing these types of services. Also, the British Fluid Power Association (BFPA) and British Standards Institution (BSI) among other established industry bodies are keen champions of best practice with regard to the fatigue testing of pressure-containing envelopes etc. Further guidance for designers, manufacturers and product testers is also available in the form of the standard ISO 10771, which specifies a method of fatigue testing the pressure-containing envelopes of components made from metals, which are used in hydraulic fluid power systems under sustained steady cyclic internal pressure loads. Additional requirements or more specific methods that can be required for particular components are contained in other standards.
We all live in an increasingly virtual world, where computerisation is playing an ever greater role within design and manufacturing disciplines. We only have to consider cutting-edge concepts such as Industry 4.0, the Internet of Things and the Smart Factory to realise this is the way forward. However the end result of product design and material specification is still a physical product that has to meet the exacting requirements of its intended use. This is a quality issue that has to be taken very seriously.
We will always continue to push back the technological frontiers, but alongside this pace of change design and manufacturing procedures, as well as industry standards, have to be revised when necessary in order to accurately reflect the changes in products and how they are used under increasingly challenging conditions – for example, products that encounter ever larger levels of cyclic fatigue. Also, new product tests need to be established that are more representative of what is on the market today, and with an eye to what is likely to be launched to market in the future. In this regard, companies such as BHR Group, and industry bodies such as the BFPA and the BSI, must continue to bang the drum of high standards regarding design, manufacture and testing quality and integrity.
The devil really is in the detail of converting designs successfully into the manufactured product, and cutting corners is never an option even though, as commercial concerns, companies may be driven by margins and profit goals. However, with a thorough and accurate design and materials testing regime in place, equipment can be made fit for purpose; functioning efficiently and safely over many years of use.
About the author
Mark Fairhurst is the Technical Director at BHR Group. He is presently the Vice-Chairman the product testing committee of the BFPA/BSI, and the Chairman of the Technical Advisory committee of the Water Jet Technology Conference.
About BHR Group
BHR Group is an independent industrial research and technology organisation specialising in the application of fluid engineering to industrial processes. Originally set up as the British Hydromechanics Research Association (BHRA) in 1947, BHR Group provides impartial expert advice, with a focus on fluid engineering technical services, products, processes and knowledge transfer. BHR Group is the trading name for VirtualPiE Ltd., a UK-based independent and privately owned company.
 Contamination control is essential for the reliable operation of equipment in hydraulic, diesel, aerospace and similar applications. Particle counting measures contaminant concentration as a function of particle size and is used to evaluate the effectiveness of contamination control programmes and the filters used to remove contaminants from fluids.
Contamination control is essential for the reliable operation of equipment in hydraulic, diesel, aerospace and similar applications. Particle counting measures contaminant concentration as a function of particle size and is used to evaluate the effectiveness of contamination control programmes and the filters used to remove contaminants from fluids. Reported particle concentrations were observed to be 2 to 8 times greater with SRM 2806b calibrations compared to SRM 2806a. The introduction of alternative particle sizes reporting conventions resulted in confusion, as some laboratories reported in µm(c) to be consistent with existing specifications, while others chose to report in µm(b) sizes obtained directly from SRM 2806b. Further, it was apparent that, unless something changed, a size shift could result each time a new batch of SRM 2806 was certified simply due to measurement uncertainty.
Reported particle concentrations were observed to be 2 to 8 times greater with SRM 2806b calibrations compared to SRM 2806a. The introduction of alternative particle sizes reporting conventions resulted in confusion, as some laboratories reported in µm(c) to be consistent with existing specifications, while others chose to report in µm(b) sizes obtained directly from SRM 2806b. Further, it was apparent that, unless something changed, a size shift could result each time a new batch of SRM 2806 was certified simply due to measurement uncertainty. Mark Fairhurst, senior engineer at BHR Group, explains: “The UK became seriously interested in water hydraulics in the 1980s, in line with the oil and gas boom in the North Sea. The Government even allocated some funding, specifically for tools for divers. Unfortunately, its time in the limelight was relatively short lived and, due to problems with the reliability of ceramic valves, people fell out of love with it. There are still suppliers in the UK and Denmark primarily addressing the food processing and water desalinisation markets, but I feel there is a lot more scope for expansion now the technology has evolved.
Mark Fairhurst, senior engineer at BHR Group, explains: “The UK became seriously interested in water hydraulics in the 1980s, in line with the oil and gas boom in the North Sea. The Government even allocated some funding, specifically for tools for divers. Unfortunately, its time in the limelight was relatively short lived and, due to problems with the reliability of ceramic valves, people fell out of love with it. There are still suppliers in the UK and Denmark primarily addressing the food processing and water desalinisation markets, but I feel there is a lot more scope for expansion now the technology has evolved.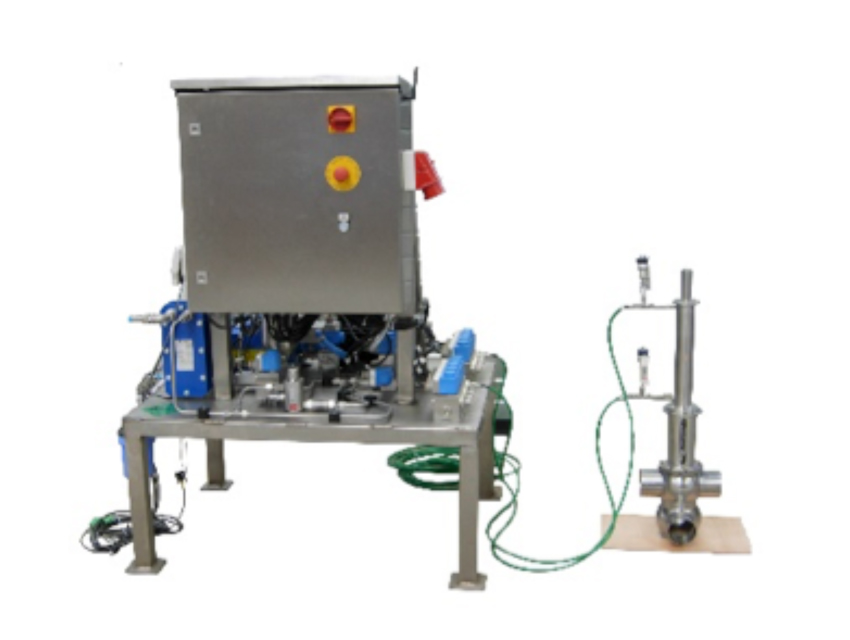 “In one brewery we might be saving €56,000 per year in energy, small beer (excuse the pun) in a €11 bn industry.” Fairhurst elaborates. “In the grand scheme of things and compared to overall energy cost, this was not significant. Indeed, the seemly prohibitive cost is a constant thorn in the side of water hydraulics. But there are plenty of potential applications out there, including those where hygiene is a major defining factor. Due to water being a natural moderator, water hydraulics are also potentially very attractive to the nuclear industry, including fusion reactors where a hydraulic fluid leak would be far more detrimental than water.”
“In one brewery we might be saving €56,000 per year in energy, small beer (excuse the pun) in a €11 bn industry.” Fairhurst elaborates. “In the grand scheme of things and compared to overall energy cost, this was not significant. Indeed, the seemly prohibitive cost is a constant thorn in the side of water hydraulics. But there are plenty of potential applications out there, including those where hygiene is a major defining factor. Due to water being a natural moderator, water hydraulics are also potentially very attractive to the nuclear industry, including fusion reactors where a hydraulic fluid leak would be far more detrimental than water.” Standards play a critical role in the safety, efficiency, efficacy and now more than ever, sustainability, of just about every walk of life, including modern industrial, processing and manufacturing operations.
Standards play a critical role in the safety, efficiency, efficacy and now more than ever, sustainability, of just about every walk of life, including modern industrial, processing and manufacturing operations.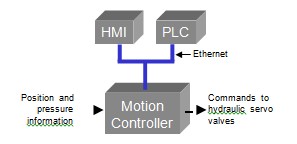 Figure 1. Modular control system based on Ethernet.
Figure 1. Modular control system based on Ethernet.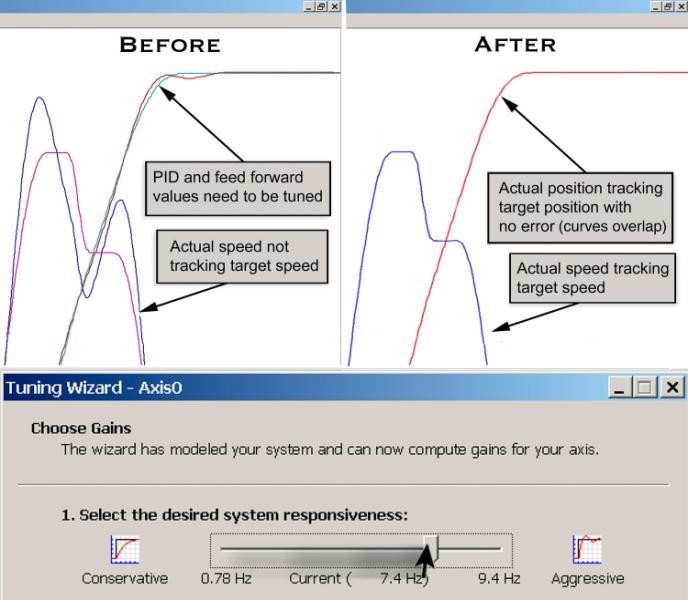 Figure 2. Delta Computer Systems’ Tuning wizard adjusts motion plots to reduce motion errors.
Figure 2. Delta Computer Systems’ Tuning wizard adjusts motion plots to reduce motion errors.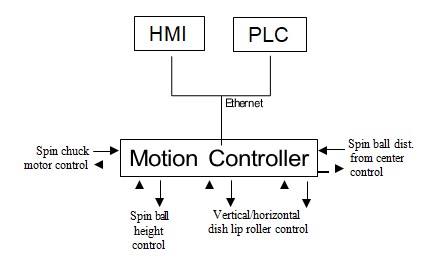 Figure 3. Metal Forming control system block diagram
Figure 3. Metal Forming control system block diagram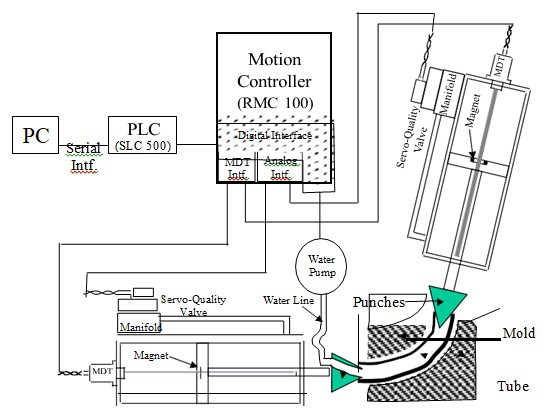 Figure 4. Hydroforming Control System
Figure 4. Hydroforming Control System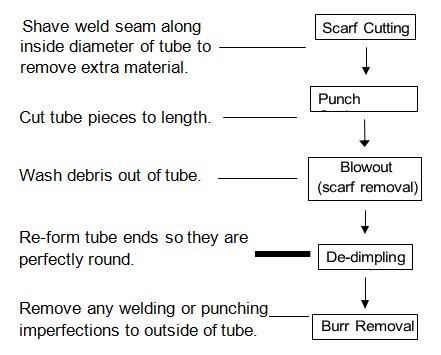 Figure 5. Tube processes
Figure 5. Tube processes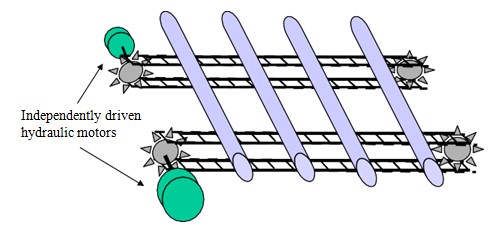 Figure 6. Rotary synchronization of motion controller
Figure 6. Rotary synchronization of motion controller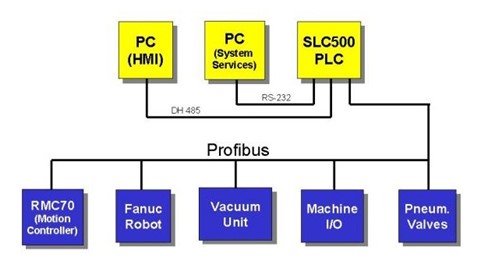 Figure 7: Die casting press control system block diagram
Figure 7: Die casting press control system block diagram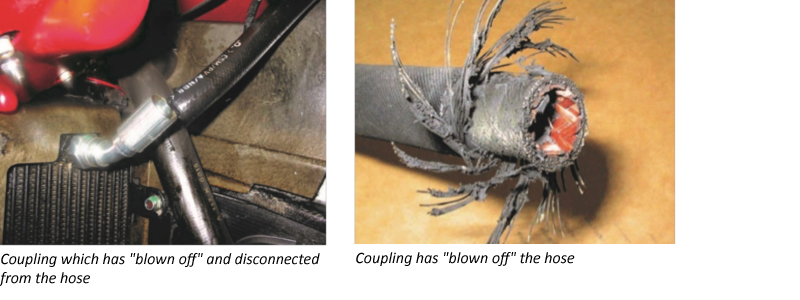 Quality is probably one of the most important metrics in the industrial world. When people pay for a product or service, they expect to get the best possible solution to their needs – not just in terms of cost, but also fitness for purpose, capabilities and, of course, safety.
Quality is probably one of the most important metrics in the industrial world. When people pay for a product or service, they expect to get the best possible solution to their needs – not just in terms of cost, but also fitness for purpose, capabilities and, of course, safety.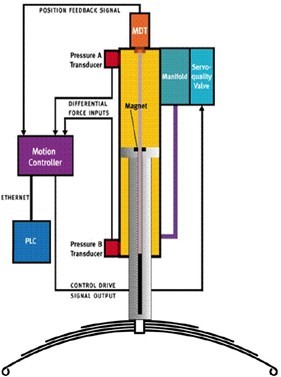 Figure 1. Hydraulic leaf-spring tester controls both the position and force being exerted by the actuator.
Figure 1. Hydraulic leaf-spring tester controls both the position and force being exerted by the actuator.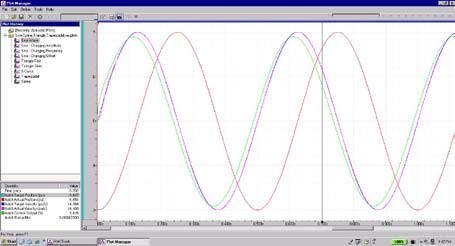
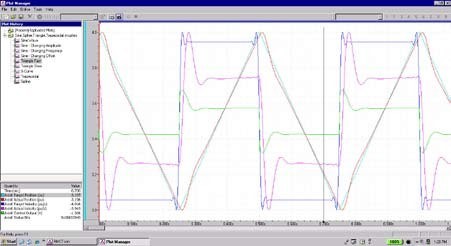
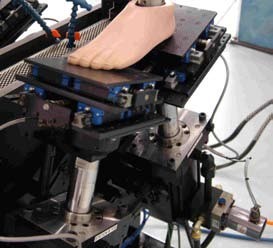

 UK Industry, in general, is astonishingly well legislated, especially in terms of health and safety. Labour laws, societal evolution, contemporary human resource practices and an increasingly more litigious and punitive environment have all lead to the development of ever more stringent rules, regulations and procedures relating to human interactions with machinery and plant equipment.
UK Industry, in general, is astonishingly well legislated, especially in terms of health and safety. Labour laws, societal evolution, contemporary human resource practices and an increasingly more litigious and punitive environment have all lead to the development of ever more stringent rules, regulations and procedures relating to human interactions with machinery and plant equipment. Copies of the BFPA booklet ‘Fluid Injection Injury Emergency – The Facts’ can be purchased on line through the publications pages of the BFPA website
Copies of the BFPA booklet ‘Fluid Injection Injury Emergency – The Facts’ can be purchased on line through the publications pages of the BFPA website